🍧 Milk Processing - Pasteurisation, Homogenisation, Toning and Dairy Products
Complete guide to milk processing including pasteurisation (LTLT, HTST, UHT), homogenisation, standardisation, toning, and dairy products (khoa, paneer, curd, ghee, cheese, ice cream) with FSSAI standards for exams.
👉🏻 Milk Processing includes following process:
- Clarification
- Pasteurization
- Homogenization
- Fortification
- Dehydration
Milk processing transforms raw milk into safe, high-quality products with extended shelf life. Each step in the processing chain serves a specific purpose in ensuring consumer safety and product quality.
Clarification
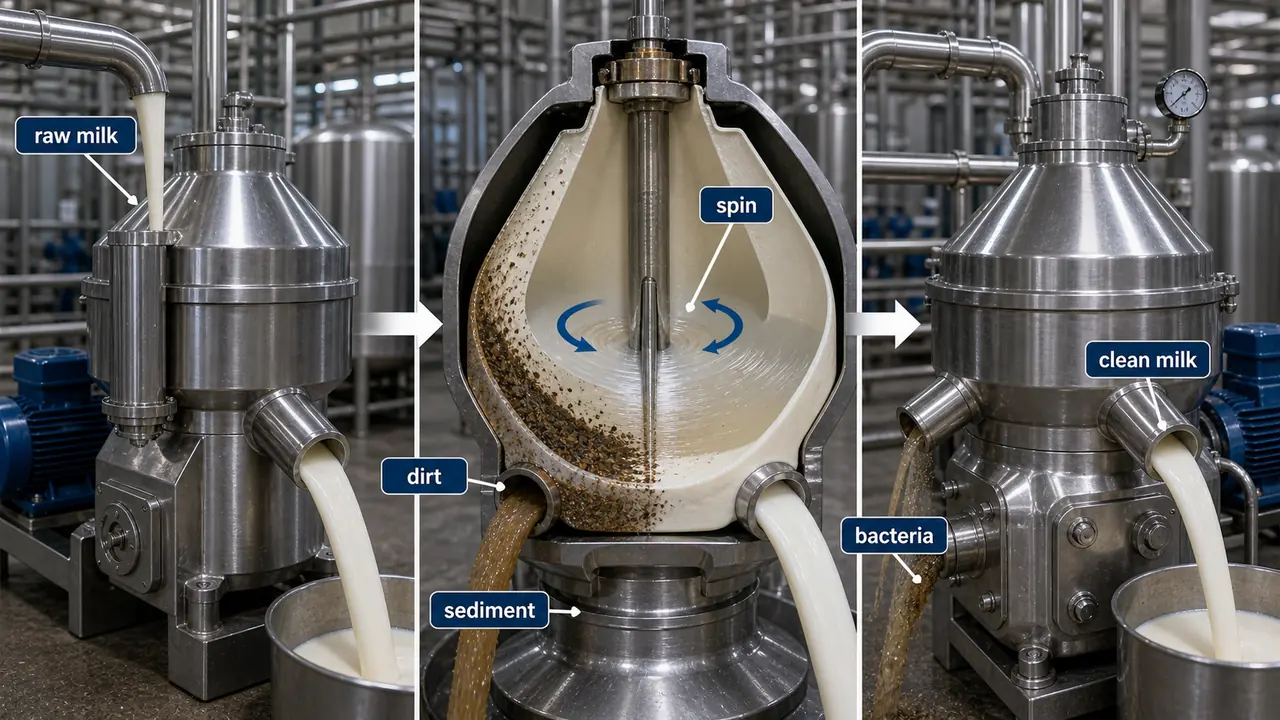
- Clarification is the removal of small particles, straw, hair etc. from milk. Clarification is typically the first step in milk processing, using centrifugal separators to remove physical impurities and somatic cells from raw milk.
- Bactofugation is the Centrifugal separation of microorganisms from milk. Bactofugation uses high-speed centrifugation to physically remove bacteria (especially heat-resistant spore-forming bacteria) from milk, improving its microbiological quality before pasteurisation.
- How to read this process image:
- Incoming raw milk enters the spinning separator.
- Heavier impurities move outward and are discharged separately.
- Cleaner milk stream continues toward the next processing step.
- In bactofugation, the same centrifugal principle is used to reduce bacterial contamination.
Thermal processing
- The main purpose of heat treatment of milk is to render it safe for human consumption and to enhance its shelf life.
- Thermal processing is an integral part of all operations/processes of milk and milk products manufacturing units.
👨🏻🎓 Why Thermal Process?
Pro Content Locked
Upgrade to Pro to access this lesson and all other premium content.
₹99 charged monthly · Cancel anytime
- All Agriculture & Banking Courses
- AI Lesson Questions (100/day)
- AI Doubt Solver (50/day)
- Glows & Grows Feedback (30/day)
- AI Section Quiz (20/day)
- 22-Language Translation (100/day)
- Recall Questions (20/day)
- AI Quiz (15/day)
- AI Quiz Paper Analysis (100/day)
- AI Step-by-Step Explanations (100/day)
- Spaced Repetition Recall (FSRS)
- AI Tutor
- Immersive Text Questions
- Audio Lessons — Hindi & English
- Mock Tests & Previous Year Papers
- Summary & Mind Maps
- XP, Levels, Leaderboard & Badges
- Generate New Classrooms
- Voice AI Teacher (AgriDots Live)
- AI Revision Assistant
- Knowledge Gap Analysis
- Interactive Revision (LangGraph)
🔒 Secure via Razorpay · Cancel anytime · No hidden fees
👉🏻 Milk Processing includes following process:
- Clarification
- Pasteurization
- Homogenization
- Fortification
- Dehydration
Milk processing transforms raw milk into safe, high-quality products with extended shelf life. Each step in the processing chain serves a specific purpose in ensuring consumer safety and product quality.
Clarification
- Clarification is the removal of small particles, straw, hair etc. from milk. Clarification is typically the first step in milk processing, using centrifugal separators to remove physical impurities and somatic cells from raw milk.
- Bactofugation is the Centrifugal separation of microorganisms from milk. Bactofugation uses high-speed centrifugation to physically remove bacteria (especially heat-resistant spore-forming bacteria) from milk, improving its microbiological quality before pasteurisation.
- How to read this process image:
- Incoming raw milk enters the spinning separator.
- Heavier impurities move outward and are discharged separately.
- Cleaner milk stream continues toward the next processing step.
- In bactofugation, the same centrifugal principle is used to reduce bacterial contamination.
Thermal processing
- The main purpose of heat treatment of milk is to render it safe for human consumption and to enhance its shelf life.
- Thermal processing is an integral part of all operations/processes of milk and milk products manufacturing units.
👨🏻🎓 Why Thermal Process?
- Milk contains some microorganism when drawn from the udder that number increases during subsequent handling.
- The common milk microorganisms grow best between 20 and 40°C bacteriological growth is invariably accompanied by deterioration in market quality due to development of off flavor acidity etc. This temperature range of 20-40°C is known as the danger zone for bacterial growth, where pathogens can multiply rapidly.
| Milk held for 18 hrs. at °C | Bacterial growth Factor * |
|---|---|
| 0 | 1 |
| 5 | 1.05 |
| 10 | 1.80 |
| 15 | 10.00 |
| 20 | 200.00 |
| 25 | 1,20,000.00 |
* Multiply initial count with this factor to get final count
Effect of storage temperature on bacterial growth in milk
Pasteurization
- The term pasteurization has been coined after the name of Louis Pasteur of France (1860) who demonstrated that heating wine at 122 to 140°F (50 - 60°C) killed the spoilage organism and helped in its preservation. Louis Pasteur, the famous French microbiologist, laid the scientific foundation for heat-based food preservation.
- Although Louis Pasteur pioneered studies of heat treatment for preservation, pasteurization of milk was attributed to Dr. Soxhlet of Germany in 1888. Dr. Soxhlet was the first to specifically apply the pasteurisation principle to milk for infant feeding.
- The purpose of pasteurization of milk is to destroy most of the pathogenic microorganism's disease-causing bacteria. Pasteurisation destroys dangerous pathogens like Mycobacterium tuberculosis, Salmonella, Brucella, and Listeria that may be present in raw milk.
Pasteurization of Milk
- It is the process of heating every particle of milk or milk products, in properly designed and operated equipment to specified temperature and holding at that temperature for specified period of time followed by immediate cooling and storing at low temperatures.
- Pasteurization can be achieved either by holding method (batch process) or continuous process.
- Under batch process the milk is heated to 63°C for 30 minutes in a double jacketed vat.
TIP
Why these specific temperature-time combinations? The goal of pasteurisation is to destroy the most heat-resistant pathogen in milk — Mycobacterium tuberculosis (TB bacterium) — without significantly damaging milk's nutritional quality or flavour. Scientists determined that holding milk at 63°C for 30 minutes (LTLT) is the minimum time-temperature needed to achieve a 5-log reduction (99.999%) of the target pathogen. HTST at 72°C for 15 seconds achieves the same kill rate in a fraction of the time because higher temperature is more lethal — each additional 10°C roughly doubles the kill rate of bacteria. UHT at 135–150°C for 1–8 seconds is so extreme it kills heat-resistant spores as well, giving shelf-stable milk. (Source: ICAR / FAO Codex Alimentarius standards) Heating and cooling is done by spraying or circulating hot water /steam of chilled water between the inner and outer jacket of the vessel. The milk is kept gently agitated mechanically to ensure uniform heating/cooling. The process is called Low Temperature Long Time (LTLT) method. This method is suitable for small quantities ranging from 200-1000 liter requiring low initial cost of equipment. LTLT pasteurisation is ideal for small-scale dairy operations due to its simplicity and lower equipment costs.
- High Temperature Short Time (HTST) treatment for pasteurization of milk refers to heating every particle of milk in a continuous flow to a minimum of 72°C for at least 15 seconds followed by immediate cooling to 4°C.
- For cream, HTST pasteurization is done at >80°C for 15 seconds.
IMPORTANT
LTLT = 63°C for 30 minutes (batch). HTST = 72°C for 15 seconds (continuous). These are the most frequently tested values in milk processing. The entire process is automated and is ideal for large scale handling of 5,000 liters or higher. HTST is the most widely used pasteurisation method in modern commercial dairies. The key parameters to remember are 72°C for 15 seconds.
- 99% microorganisms are killed in pasteurization. (asked in exams)
TIP
What HTST kills vs what it preserves:
- Kills: All pathogens (M. tuberculosis, Salmonella, Brucella, Listeria, E. coli O157:H7), most vegetative bacteria, yeasts, moulds (~99% of total microorganisms).
- Does NOT kill: Heat-resistant spore-forming bacteria (Bacillus, Clostridium spores) — this is why pasteurised milk still has a limited shelf life.
- Preserves: Most vitamins (some Vitamin C loss ~10–20%), all proteins and fats, natural milk flavour, calcium and mineral content.
- Destroys: Alkaline phosphatase (used as marker), lipase enzyme (prevents rancidity), peroxidase enzyme (partially).
(Source: FAO/WHO Codex Alimentarius; ICAR Dairy Science)
-
Milk is cooled to below 4°C immediately after pasteurization treatment (FSSAI/HTST standard). An intermediate holding step at ~10°C may occur during transfer, but final storage must be at or below 4°C.
-
Advantages
- Pasteurization renders milk safe for consumption
- It destroys all the common disease producing organism eg. TB, Typhoid, Diptheria, etc. which may be present in milk.
- Pasteurization destroys approximately 99% of all bacteria and most of the yeast and moulds.
- Keeping quality is improved facilitating easy transport of milk over long distances.
- Pasteurized milk or cream - desired type of ripening can be obtained more effectively.
- Pasteurization eliminates undesirable taints from milk.
- Products prepared from pasteurized milk are of more uniform quality.
- Natural flavor of milk is not affected by Pasteurization.
- Pasteurization destroy lipase enzyme / which is responsible for rancidity of milk. Lipase is an enzyme that breaks down fat into free fatty acids, causing rancid off-flavours. Its destruction during pasteurisation is important for maintaining milk quality.
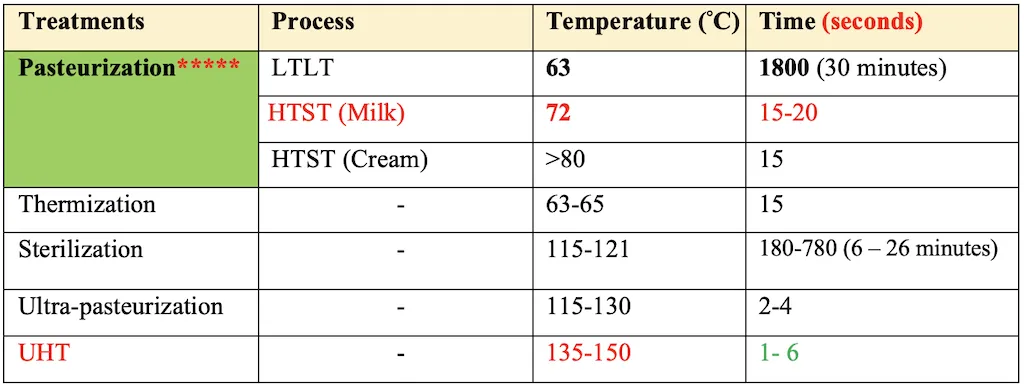
Different Categories of Heat Treatment
| Treatment | Process | Temperature (°C) | Time |
|---|---|---|---|
| Pasteurization (LTLT) | Low temperature long time | 63 | 1800 seconds (30 min) |
| HTST (milk) | - | 72 | 15-20 seconds |
| HTST (cream) | - | >80 | 15 seconds |
| Thermization | - | 57-68 | 15 seconds |
| Sterilization | - | 115-121 | 10-20 minutes |
| Ultra-pasteurization | - | 115-130 | 2-4 seconds |
| UHT | Ultra high temperature | 135-150 | 1-8 seconds |
| Flash pasteurization (HTST equivalent) | - | 71.5–74 | 15–30 seconds |
Thermization
- This process consists of heating milk below pasteurization temperature to temporarily inhibit bacterial growth.
- The process is useful where it is not possible to immediately pasteurization all the milk and some of the milk needs to be stored for hours/days before further processing. Thermization serves as a "holding step" that buys time when processing capacity is limited.
- The milk is heated to 63-65°C for 15 seconds and rapidly chilled to 4°C or below to prevent aerobic spore forming bacteria from multiplying after thermization. Thermization has favorable effect on spore forming bacteria to revert to vegetative state which are destroyed upon subsequent pasteurization. By converting spores (which are heat-resistant) back into vegetative cells (which are heat-sensitive), thermization makes the subsequent pasteurisation step more effective.

Sterilization
- In this process milk or condensed milk packed in clean containers is usually subjected to high temperature (115–121°C for 10–20 minutes). Sterilisation destroys all microorganisms including spores, giving the product a very long shelf life.
IMPORTANT
Pasteurisation vs Sterilisation — Key Differences:
| Parameter | Pasteurisation (HTST) | Sterilisation |
|---|---|---|
| Temperature | 72°C for 15 sec | 115–121°C for 10–20 min |
| What is killed | Pathogens + 99% bacteria | ALL microorganisms incl. spores |
| Nutritional loss | Minimal | Some vitamins destroyed |
| Shelf life | Days (with refrigeration) | Years (sealed container) |
| Flavour change | Negligible | Slight "cooked" flavour |
| Refrigeration needed | Yes | No (sealed) |
Pasteurisation is preferred for fluid milk because it preserves flavour and nutrition. Sterilisation is used for canned products (evaporated milk, condensed milk) where long shelf life without refrigeration is required.
- The containers may be tin cans (200-400 g capacity) for evaporated/sweetened condensed milk or glass bottle for milk.
- The process of heating and partial cooling is achieved in a rotary autoclave for batch production or hydrostatic tower for continuous production.
- In container sterilization is the original form of sterilization and is still used.
Ultra - pasteurization
- Its objective is to enhance or extend the shelf life of the product (milk) by 15 - 30 days.
- The fundamental principle is to reduce main causes of reinfection of the product during processing and packaging.
- This is achieved by heating milk to 115-130°C for 2-4 seconds and cooling it to below 4°C. This requires extremely high level of hygienic practices to be followed during production and maintenance of temperature lower than 4°C during distribution of such products. Ultra pasteurized products are packed in pre-sterilized containers aseptically and held refrigerated to achieve extended shelf life. The key difference from UHT is that ultra-pasteurised products still require refrigeration.
Ultra-high temperature treatment (UHT)
- It is a technique for preserving liquid food products by exposing them for brief intense heating. In short, the process is termed as UHT treatment.
- The heating temperature normally ranges from 135–150°C for 1–8 seconds. These extremely high temperatures for very short durations effectively kill all microorganisms while causing minimal chemical and nutritional changes to the milk. The science behind this: bacterial destruction follows a different kinetic curve than chemical/nutritional damage. At very high temperatures, microbial death rates increase much faster than the rate of chemical deterioration. So UHT exploits this difference — a brief, intense flash of heat kills everything but the milk "doesn't have time" to lose much nutritional value or develop cooked flavour.
- The process is continues, which takes place in a closed system that prevent the product from being contaminated by air-borne microorganisms.
- The product passes through heating and cooling stags in quick succession followed by aseptic filling as an integral part of the process.
- There exist two methods of UHT treatment indirect heating and cooling in heat exchangers and direct heating by steam injection or infusion of milk with steam and cooling by expansion under vacuum. UHT-treated products are packed aseptically in specially designed multilayer containers and can be stored at room temperature for extended period of time (2-6 months) without bacterial growth. The Tetra Pak carton is the most common packaging used for UHT milk, consisting of multiple layers of paperboard, polyethylene, and aluminium foil that protect against light, air, and bacteria.
Homogenization
- Homogenization is done to prevent creaming, or the rising of fat to the top of the container of milk. **Creaming** occurs because fat globules are lighter than the watery phase of milk and naturally float to the surface.
TIP
Cream Separator — Centrifugal Principle: Before homogenisation became standard, cream was separated from milk using a cream separator (centrifuge). Raw milk is spun at high speed; the denser skim milk moves outward to the bowl wall while the lighter cream (fat) concentrates at the centre/top. The two fractions are then drawn off separately through different outlets. This principle — denser components move outward under centrifugal force — is the same principle used in bactofugation to remove bacteria from milk. (Source: ICAR Dairy Technology)
-
It is mechanical treatment used to reduce diameter of the fat globule by a factor 10. That is size is reduced to 1/10 of their original size. The fat globules are reduced from an average of about 3-4 micrometres to less than 1 micrometre in diameter.
-
The process of homogenization permanently emulsifies the fine fat lobules by a method that pumps milk under high pressure through a homogenizer. The milk is forced through tiny gaps in the homogenizer valve at pressures of 150-200 bar (2000-2500 psi), breaking up the fat globules.
-
Resulting in the milk that maintains more uniform composition with improved body and texture, a whiter appearance, richer flavor, & more digestible curd. The smaller fat globules create a more stable emulsion and are easier for the body to digest because they have a larger surface area for digestive enzymes to act upon.
-
What this image shows:
- Left: larger fat globules rise and form a cream layer.
- Center: milk is forced through a narrow valve under pressure.
- Right: the smaller fat globules stay evenly distributed, so no cream line forms.
Fortification
 - The addition of fat-soluble vitamins A and D to whole milk is optional but must for low-fat milk & non-fat milk. **Fortification** is mandatory for reduced-fat and skim milk because when fat is removed, the **fat-soluble vitamins** (A, D, E, K) that are dissolved in the fat are also removed.
- It is usually carried out before pasteurization.
- To increase the viscosity and appearance, as well as the nutritive value of low-fat milk.
- This addition allows milk to reach a 10% (versus 8.25% usually present), and it will state "**protein fortified**" or "fortified with protein" on the label. **Protein fortification** involves adding non-fat milk solids to increase the protein and total solids content, improving both nutritional value and mouthfeel.
- The addition of fat-soluble vitamins A and D to whole milk is optional but must for low-fat milk & non-fat milk. **Fortification** is mandatory for reduced-fat and skim milk because when fat is removed, the **fat-soluble vitamins** (A, D, E, K) that are dissolved in the fat are also removed.
- It is usually carried out before pasteurization.
- To increase the viscosity and appearance, as well as the nutritive value of low-fat milk.
- This addition allows milk to reach a 10% (versus 8.25% usually present), and it will state "**protein fortified**" or "fortified with protein" on the label. **Protein fortification** involves adding non-fat milk solids to increase the protein and total solids content, improving both nutritional value and mouthfeel.
Dehydration
 - Dehydration is an important operation used by many dairy processors to extend the shelf life of milk and dairy products.
- Dehydration inhibits growth of bacteria, yeast and moulds through the removal of water. Modern technologies allow for the manufacture of milk powders with high nutritional value. By removing water, the **water activity** of the product is reduced below the level needed for microbial growth, effectively preserving the product.
- Key technologies used by the dairy sector within the dehydration process include:
- **Spray Drying:** Pasteurized milk is first concentrated in an evaporator to approximately 50% milk solids. The resulting concentrated milk is then sprayed into a heated chamber where the water almost instantly evaporates, leaving fine particles of powdered milk solids. **Spray drying** is the most common commercial method for producing milk powder and produces a fine, free-flowing powder with good solubility. *The key advantage is that each tiny droplet dries almost instantaneously (fraction of a second), so the milk solids are never exposed to high heat long enough to cause significant chemical damage — this preserves flavour and nutritional quality.* **Maximum moisture in finished spray-dried milk powder:** 3% (FSSAI standard).
- **Drum Drying:** Milk is applied as a thin film to the surface of a heated drum, and the dried milk solids are then scraped off. However, powdered milk made this way tends to have a cooked flavor, due to caramelization caused by greater heat exposure. The **cooked flavour** and darker colour of drum-dried milk powder make it less desirable for direct consumption but suitable for use in baked goods and confectionery.
- **Freeze Drying:** Same as drum drying but involves freezing which retains more amount of nutrition. **Freeze drying** (lyophilisation) preserves the most nutrients and flavour because the low temperatures involved prevent heat-induced damage. However, it is the most **expensive** dehydration method.
- Dehydration is an important operation used by many dairy processors to extend the shelf life of milk and dairy products.
- Dehydration inhibits growth of bacteria, yeast and moulds through the removal of water. Modern technologies allow for the manufacture of milk powders with high nutritional value. By removing water, the **water activity** of the product is reduced below the level needed for microbial growth, effectively preserving the product.
- Key technologies used by the dairy sector within the dehydration process include:
- **Spray Drying:** Pasteurized milk is first concentrated in an evaporator to approximately 50% milk solids. The resulting concentrated milk is then sprayed into a heated chamber where the water almost instantly evaporates, leaving fine particles of powdered milk solids. **Spray drying** is the most common commercial method for producing milk powder and produces a fine, free-flowing powder with good solubility. *The key advantage is that each tiny droplet dries almost instantaneously (fraction of a second), so the milk solids are never exposed to high heat long enough to cause significant chemical damage — this preserves flavour and nutritional quality.* **Maximum moisture in finished spray-dried milk powder:** 3% (FSSAI standard).
- **Drum Drying:** Milk is applied as a thin film to the surface of a heated drum, and the dried milk solids are then scraped off. However, powdered milk made this way tends to have a cooked flavor, due to caramelization caused by greater heat exposure. The **cooked flavour** and darker colour of drum-dried milk powder make it less desirable for direct consumption but suitable for use in baked goods and confectionery.
- **Freeze Drying:** Same as drum drying but involves freezing which retains more amount of nutrition. **Freeze drying** (lyophilisation) preserves the most nutrients and flavour because the low temperatures involved prevent heat-induced damage. However, it is the most **expensive** dehydration method.
- Read the three methods left to right:
- Spray drying: atomized droplets dry very fast into powder.
- Drum drying: a heated surface dries milk as a thin film that is scraped off.
- Freeze drying: frozen product loses water under vacuum with better nutrient retention.
From Processing to Product Streams
Milk Products
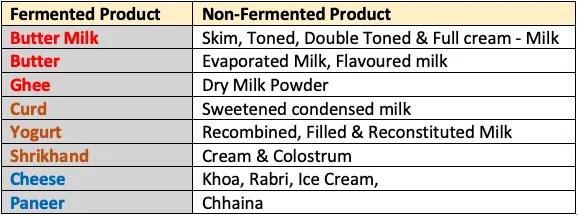
Milk products are broadly classified into non-fermented (made without bacterial fermentation) and fermented (made using beneficial bacteria) categories.
Non Fermented Milk Products
- According to the FSS Rules, 2011 (formerly PFA Rules)
| Class | Milk Fat (%) | Milk Solids Not Fat (%) |
|---|---|---|
| Cow's Milk | 3.5 | 8.5 |
| Buffalo's Milk | 5.0 | 9.0 |
| Goat & Sheep | 3.5 | 8.5-9 |
| Mixed Milk | 4.5 | 8.5 |
| Standardized Milk | 4.5 | 8.5 |
| Toned Milk | 3.0 | 8.5 |
| Double-toned Milk | 1.5 | 9.0 |
| Skimmed Milk | 0.1-0.5 | 8.7 |
| Full-cream Milk | 6.0 | 9.0 |
Minimum Per cent
- Buffalo Milk: The minimum milk fat is 5-6% and minimum milk SNF is 9%. SNF (Solids-Not-Fat) includes all the solid components of milk except fat: protein, lactose, and minerals.
- Cow Milk: Minimum milk fat is 3-4% and minimum milk SNF is 8.5%.
- Goat and Sheep Milk: Minimum milk fat is 3.5% and minimum milk SNF is 8.5-9%.
- Standardized Milk: Should contain minimum milk fat of 4.5% and minimum milk SNF of 8.5% throughout India. Standardised milk has its fat content adjusted (standardised) to a uniform level, ensuring consistent quality regardless of the source. It is prepared from a mixture of buffalo milk and skim milk.
- Recombined Milk: Means homogenized product prepared by mixing of milk fat, non-fat milk solids and water. It should contain minimum milk fat 3% and minimum milk SNF of 8.5%. Recombined milk is made by reconstituting milk powder with water and adding milk fat, typically used in regions where fresh milk supply is insufficient.
- Toned Milk:
- It should contain minimum milk fat 3% and minimum milk SNF of 8.5%.

- Tonned mik is the brainchild of Dr. D. N Khurody who is credited with coining this name. Under his guidance, is was first produced in Mumbai city. Toned milk is prepared by adding skim milk powder and water to high-fat buffalo milk to reduce its fat content to approximately 3%, effectively "toning down" the fat.
- Toned milk is a good option if you have high cholesterol levels or your body mass index, or BMI, is in a higher-than-healthy bracket. But don't delete it from your diet entirely.
- It is a great option for people suffering from heart disease. Toned, double toned, and skimmed milks are all recommended for heart patients because their reduced fat content helps manage cholesterol levels.
- It should contain minimum milk fat 3% and minimum milk SNF of 8.5%.
- Double Toned Milk:
- It should contain minimum milk fat 1.5% and minimum milk SNF of 9%.

- DTM is made from cow and/or buffalo milk by adding fresh skim milk or a mixture of water and skim milk or a mixture of water and skim milk powder and/or by removing fat by partial separation, or by doing both. Double toning reduces the fat content even further than toned milk, making it suitable for individuals requiring very low-fat diets.
- It should contain minimum milk fat 1.5% and minimum milk SNF of 9%.
- Skim Milk: It should contain minimum milk fat 0.5% and minimum milk SNF of 8.7%.

- Full Cream Milk: Minimum 6% fat and 9% SNF. Full cream milk retains all its natural fat and is the richest variety, providing maximum energy and fat-soluble vitamins.

Food Product Standards (FSSAI) -- Detailed
Detailed Milk Standards by Locality
| Class of Milk | Designation | Locality | Milk Fat (%) | Min SNF (%) |
|---|---|---|---|---|
| Buffalo Milk | Raw, Pasteurized, Boiled, Flavoured, Sterilized | Assam, Bihar, Chandigarh, Delhi, Gujarat, Haryana, Jharkhand, Maharashtra, Meghalaya, Punjab, Sikkim, UP, UK, WB | 6.0 | 9.0 |
| Buffalo Milk | Raw, Pasteurized, Boiled, Flavoured, Sterilized | Remaining States & UTs | 5.0 | 9.0 |
| Cow Milk | Raw, Pasteurized, Boiled, Flavoured, Sterilized | Chandigarh, Haryana, Punjab | 4.0 | 8.5 |
| Cow Milk | Raw, Pasteurized, Boiled, Flavoured, Sterilized | Mizoram, Assam | 3.0 | 8.5 |
| Cow Milk | Raw, Pasteurized, Boiled, Flavoured, Sterilized | Remaining States & UTs | 3.5 | 8.5 |
| Goat or Sheep Milk | Raw, Pasteurized, Flavoured, Sterilized | Chandigarh, Chhattisgarh, Haryana, Kerala, MP, MH, Punjab, UP, UK | 3.5 | 9.0 |
| Goat or Sheep Milk | Raw, Pasteurized, Flavoured, Sterilized | Remaining States & UTs | 3.0 | 9.0 |
| Mixed Milk | All types | All India | 4.5 | 8.5 |
| Standardized Milk | Pasteurized, Flavoured, Sterilized | All India | 4.5 | 8.5 |
| Toned Milk | Pasteurized and Sterilized | All India | 3.0 | 8.5 |
| Double Toned Milk | Pasteurized and Sterilized | All India | 1.5 | 9.0 |
| Skimmed Milk | All types | All India | Not more than 0.5 | 8.7 |
| Full Cream Milk | Pasteurized and Sterilized | All India | 6.0 | 9.0 |
| Recombined Milk | Pasteurized, Flavoured, Sterilized | All India | 3.0 | 8.5 |
NOTE
Cow milk fat requirement in Mizoram and Assam is only 3.0% (Asked in exams 2020-21). This is lower than the standard 3.5% in remaining states.
Other Non-Fermented Products
Skim Milk
- Fat is removed by centrifugation in skimmed milk.
- Fat content is reduced to maximum 0.5% fat (FSSAI standard).
- Skim milk with a total solids content of 10-11% is desirable for the propagation of starters.
Evaporated Milk
- This is the milk from which about 50-60% of the water has been evaporated.
- Raw milk is clarified and concentrated in a vacuum at a temperature of 74-77°C.
Sweetened Condensed Milk
- Multiplication of micro-organisms in the product is prevented by the preservation action of sugar.
- The product is made from pasteurized milk that is concentrated and sweetened with sucrose.
- Sugar concentrate is 65%.
Milk Powder
- Non-fat dry milk powder is usually made from fresh pasteurized milk.
- Maximum moisture content in milk powder: 3%.
Filled Milk
- Filled milk is the homogenized product prepared from refined vegetable oil and non-fat milk solids and water.
- Its fat content should not be less than 3% and S.N.F. 8.5%.
Ice Cream
- Minimum milk fat: 10% and minimum total solids: 36% (FSSAI standard).
- Overrun is the increase in volume of ice cream over the volume of mix, expressed as a percentage. Example: if 1 litre of mix produces 1.8 litres of ice cream, the overrun is 80%. Commercial ice cream typically has an overrun of 70–100%; premium ice creams have lower overrun (20–50%) making them denser and richer. The overrun comes from air incorporated during the freezing and whipping process.
IMPORTANT
Ice Cream — Overrun Formula: Overrun (%) = [(Volume of ice cream − Volume of mix) / Volume of mix] × 100
Higher overrun = lighter, airier product (lower cost per unit volume). Lower overrun = denser, richer product. Regulatory overrun limits prevent excessive air inflation.
Other Non-Fermented Products List
- Flavoured milk
- Cream
- Yoghurt-ice cream milk shake
A1 and A2 Milk
| Desi Cow milk | Ordinary milk |
|---|---|
| Indian Desi cows produce A2 milk which contains A2 Beta casein. | Jersey cow produce A1 milk which contains A1 Beta casein. |
| Desi cow milk only contains the A2 protein and no A1. | All ordinary milk has a mixture of A1 and A2 proteins. |
| High level of Omega 3 that cleans the cholesterol deposits of blood vessels | Harmful to human body. |
| Cerebrosides present in A2 milk increases brain power. | Autism, Schizophrenia, Stomach Ulcer, Type 1 diabetes and cardiac disease |
| Strontium of A2 milk enhances the body immunity and protects from harmful radiation. | Holsteins and Friesians are not native breeds of India. |
WARNING
Research Disclaimer: Health claims linking A1 milk to autism, Type 1 diabetes, and cardiac disease are based on contested research hypotheses and are NOT confirmed by FSSAI or WHO. This remains an active area of research. Students should note the A1/A2 distinction for exams but not treat the health claims as established facts.
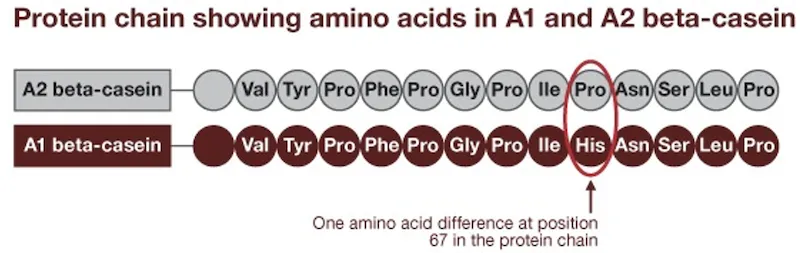
- The only difference between A1 and A2 is a difference in the 67th amino acid in the chain. At this position, A1 has a histidine amino acid, while A2 has a proline amino acid. The entire basis of the supposed problem with A1 milk is its pesky histidine amino acid at position 67. This difference in a single amino acid in the beta-casein protein chain is the foundation of the A1/A2 milk debate. When A1 beta-casein is digested, it releases a peptide called beta-casomorphin-7 (BCM-7), which some studies have linked to digestive discomfort. A2 milk (from breeds like Gir, Sahiwal, and other indigenous cattle) does not produce BCM-7 during digestion.
Cream Standards
IMPORTANT
Cream Classification by Fat Content:
| Type of Cream | Minimum Milk Fat (%) | Usage |
|---|---|---|
| Low fat cream | Not less than 25.0% | Table cream, coffee cream |
| Medium fat cream | Not less than 40.0% | Whipping cream |
| High fat cream | Not less than 60.0% | Heavy cream, plastic cream |
Cream is a concentrated form of milk fat obtained by separating the fat-rich layer from milk. The fat content determines the grade and usage of the cream.
Detailed Cream Classification (Commercial Grades)
| Type of Cream | Fat Content (%) | Common Use |
|---|---|---|
| Table Cream (Light Cream) | 18-25% | Coffee, pouring over desserts |
| Whipping Cream | 25-45% | Whipping for toppings, pastry filling |
| Heavy Cream | >45% | Rich sauces, thick whipping |
| Plastic Cream | 65-85% | Butter making, industrial use |
NOTE
Table cream has the lowest fat content among commercial creams and is primarily used for pouring. Plastic cream has the highest fat content and is so named because of its plastic-like consistency at room temperature. It is primarily used as a raw material for butter manufacture.
Malai
- Malai means the product rich in butter fat prepared by boiling and cooling cow or buffalo milk or a combination thereof. It shall contain not less than 25.0% milk fat.
Khoa
- Concentrated Milk product. Khoa is a non-fermented, heat-desiccated milk product, not a fermented one. This is an important distinction for exam purposes.
WARNING
Khoa is NOT a fermented product -- it is made by evaporation (concentration) of milk. This is a commonly tested exam fact.
- Khoa is made by simmering full-fat milk in a large, shallow iron pan for several hours over a medium fire. The gradual evaporation of its water content leaves only the milk solids. The continuous stirring and heating reduce milk to approximately 65-70% total solids, producing a semi-solid mass that forms the base for many traditional Indian sweets like gulab jamun, burfi, peda, and kalakand.
- Khoa is also generally known as "Mawa".

FSSAI STANDARDS FOR DIFFERENT MILK
| S.No. | Type | Fat (%) | SNF (%) |
|---|---|---|---|
| 1 | Standardized milk | Minimum 4.5 | Minimum 8.5 |
| 2 | Mixed milk | Minimum 4.5 | Minimum 8.5 |
| 3 | Recombined Milk | Minimum 3 | Minimum 8.5 |
| 4 | Toned Milk (TM) | Minimum 3.0 | Minimum 8.5 |
| 5 | Double Toned milk (DTM) | Minimum 1.5 | Minimum 9.0 |
| 6 | Skimmed milk (SM) | Not more than 0.5 | Minimum 8.7 |
| 7 | Full cream milk (FCM) | Minimum 6.0 | Minimum 9.0 |
| 8 | Cow Milk | Minimum 3–4 | Minimum 8.5 |
| 9 | Buffalo Milk | Minimum 5–6 | Minimum 9% |
| 10 | Goat or Sheep Milk | Minimum 3.5 | Minimum 8.5–9 |
| 11 | Butter | Minimum 76 | — |
Chhana (or Paneer)
- Chhana or paneer means the product obtained from the cow or buffalo milk or a combination thereof by precipitation with sour milk, lactic acid or citric acid.
- It shall not contain more than 70.0% moisture and the milk fat content shall not be less than 50.0% of the dry matter.
IMPORTANT
Chhana Standards:
| Parameter | Full Fat Chhana | Low Fat Paneer/Chhana |
|---|---|---|
| Moisture | Not more than 70% | Not more than 70% |
| Milk Fat (dry matter basis) | Not less than 50% | Not more than 15% |
Chhana is prepared by acid coagulation and draining of whey. It is used as a base for making locally popular sweetmeats like rasgulla, sandesh, and cham cham.
Chhana Yield: Cow vs Buffalo Milk
NOTE
Chhana yield differs significantly between cow and buffalo milk:
| Parameter | Cow Milk Chhana | Buffalo Milk Chhana |
|---|---|---|
| Yield (%) | ~14% | ~20% |
| Texture | Soft, smooth | Slightly hard, coarse |
| Colour | Whitish-yellow | White |
| Best for | Rasgulla, Sandesh | Paneer, sweetmeats |
| Moisture | Higher | Lower |
| Fat (dry basis) | ~50% | ~55% |
Buffalo milk gives a higher yield (~20%) compared to cow milk (~14%) because buffalo milk has higher total solids (fat + protein). However, cow milk chhana is preferred for making rasgulla due to its softer, smoother texture that allows better shaping and cooking. Buffalo milk chhana tends to be harder and is better suited for paneer and other firm products.

Indian Milk Products -- Complete Classification
Indian Dairy Products Classification Table
| Indian Name | Western Equivalent | Principle of Manufacture | Method of Utilization |
|---|---|---|---|
| Concentrated/Heat Desiccated Whole Milk Products | — | — | — |
| Kheer (Basundi) | Condensed milk | Partial dehydration in open pan with sugar and sometimes rice | Direct consumption |
| Rabri | Clotted cream | Partial dehydration in open pan with sugar | Direct consumption |
| Khoa | - | Open pan heat desiccation | Base for making sweetmeats |
| Kulfi | Indigenous ice-cream | Concentrated milk sugared and frozen | Direct consumption |
| Coagulated Milk Products | — | — | — |
| Dahi | Curd | Fermentation | Direct consumption |
| Srikhand | Curd (sweetened) | Fermentation and straining, kneading with sugar | Direct consumption |
| Paneer | Soft cheese | Acid coagulation (citric acid/lemon juice), pressing and draining | Direct consumption |
| Chhana | Lactic coagulated green curd | Acid coagulation and draining | Same as for khoa |
| Products of the Clarified Butter Industry | — | — | — |
| Makkhan | Butter | Churning of fermented whole milk | Clarification into ghee |
| Ghee | Butteroil | Clarification of butter or cream | For table use or clarified into ghee |
| Lassi or Chhach | Buttermilk | By-product during churning of fermented whole milk | As a beverage |
| Ghee residue | Maurta | Heat denatured solids-not-fat of butter or cream | At present wasted |
| Separated milk | Separated milk | Cream separation | Casein making and also for poor quality dahi |
NOTE
Curd, Butter milk, Yoghurt, Shrikhand etc. can also be classified into cultured milk products.
Butter, Ghee and Milk Fats
Butter
- The fat content of butter is generally about 80%.
- Butter is made from sweet or sour cream.
- Butter is the fatty product derived exclusively from milk of Cow and/or Buffalo or its products principally in the form of an emulsion of the type water-in-oil.
TIP
Butter Making Process — Churning: Cream (with ~35–40% fat) is churned mechanically. During churning, the fat globule membranes are disrupted by repeated mechanical agitation. The fat globules clump together (agglomerate), trapping air and water as they coalesce into solid butter, while the remaining liquid — buttermilk (chhaach) — is drained off. The key phase change is from an oil-in-water emulsion (cream) to a water-in-oil emulsion (butter). Salt (up to 3% by FSSAI standard) is added as a preservative and flavouring agent. Salted butter keeps longer because salt lowers water activity and inhibits microbial growth.
| Product | Moisture | Milk Fat | SNF | Common Salt |
|---|---|---|---|---|
| Table Butter | Not more than 16% | Not more than 80% | Not more than 1.5% | Not more than 3% |
| Desi Cooking Butter | - | Not less than 76% | - | - |
Ghee
- Ghee is a clarified butter fat prepared from cow or buffalo milk.
- Ghee means the pure clarified fat derived solely from milk or curd or from desi (cooking) butter or from cream to which no coloring matter or preservative has been added. **Ghee** is one of the most important and traditional dairy products in India, used extensively in cooking, religious ceremonies, and Ayurvedic medicine.
- **Fat:** 99 to 99.5%
- **Moisture:** Not more than 0.5%
- **Free fat:** 0.5%
- Present in liquid and semi-liquid form at 21°C.
- Temperature to obtain Ghee from Butter: 110-120°C.
- Temperature to obtain Ghee from Cream: 110°C.
- **Maximum moisture allowed:** 0.5%.
- **Smoke point of ghee:** approximately 250°C, which is significantly higher than butter (~150°C). *The high smoke point is because ghee has removed the milk solids (protein and lactose) that burn at lower temperatures in butter. This makes ghee superior for high-temperature cooking and deep frying.* *(Source: ICAR / G.C. Banerjee: A Textbook of Animal Husbandry)*
IMPORTANT
Ghee Purity Standards:
For purity of ghee R.M. Test (Reichert-Meissl Test) is performed. The Reichert-Meissl (RM) value measures the volatile, water-soluble fatty acids in ghee.
| Parameter | Cow Ghee | Buffalo Ghee |
|---|---|---|
| RM Value (Reichert-Meissl) | 26-32 | 26-28 |
| Polenske Value | 1.0-2.0 | 0.5-1.5 |
| Saponification Value | 220-233 | 220-230 |
| Iodine Number | 26-35 | 28-38 |
| Baudouin Test | Negative (pure ghee) | Negative (pure ghee) |
| Butyro-refractometer reading | 40-43 at 40°C | 40-43 at 40°C |
- RM Value: Measures volatile water-soluble fatty acids. Lower values may indicate adulteration with non-dairy fats (vegetable oils, animal body fats). The standard range for ghee is 26-28 (buffalo) to 26-32 (cow).
- Polenske Value: Measures volatile water-insoluble fatty acids (1.5-2.5 range). Complementary to RM test for detecting adulteration.
- Saponification Value: Indicates the average molecular weight of fatty acids in ghee. Standard range is 222-226 (commonly tested value). Higher value means more short-chain fatty acids (characteristic of genuine milk fat).
- Iodine Number: Measures the degree of unsaturation of fatty acids. Standard range is 26-28 for buffalo ghee. Higher iodine number = more unsaturated fatty acids.
- Baudouin Test: A positive Baudouin test indicates adulteration with sesame oil or vanaspati. Pure ghee always gives a negative result.
- Butyro-refractometer reading: Standard range is 40-43 at 40°C. Values outside this range indicate possible adulteration.
Quality Control and Regulatory Standards
Quality Control Tests for Milk
Phosphatase Test
- Standard test to verify pasteurization efficacy — mandatory QC test in commercial dairies.
- Alkaline phosphatase is an enzyme naturally present in raw milk that is destroyed by proper pasteurization.
- Result interpretation:
- Negative result = milk is properly pasteurized (phosphatase destroyed)
- Positive result = milk is under-pasteurized or raw milk has been added post-pasteurization
IMPORTANT
Phosphatase Test is the most reliable test to confirm adequate pasteurization. A negative phosphatase test is mandatory for pasteurized milk to be certified safe.
MBRT (Methylene Blue Reduction Test)
- Used to assess the microbiological quality of raw milk by estimating bacterial load.
- Based on the principle that bacteria deplete dissolved oxygen in milk, which causes the methylene blue dye to be reduced (decolourised).
- The time taken for decolourisation (Methylene Blue Reduction Time) indicates milk quality:
| MBRT Grade | Reduction Time | Milk Quality |
|---|---|---|
| Good | >5 hours | Low bacterial count; acceptable for processing |
| Fair | 2–5 hours | Moderate bacterial count |
| Poor | <2 hours | High bacterial count; rejected for processing |
TIP
Mnemonic: Longer the MBRT = Better the milk quality (less bacteria = slower oxygen depletion = slower decolourisation).

Fermented Milk Products
- Milk carbohydrates are fermented by bacterium Streptococcus lactis. In fermentation, beneficial lactic acid bacteria (LAB) convert milk sugar (lactose) into lactic acid, which lowers the pH and causes the milk proteins to coagulate, producing the characteristic thick, tangy texture of fermented products.
Dahi (Curd)
- Milk is boiled and cooled to 21°C and a starter culture containing *Streptococcus thermophilus* and *Lactobacillus delbrueckii* subsp. *bulgaricus* is mixed in it.
- These bacteria convert lactose into lactic acid. The **lactic acid** produced lowers the pH, causing **casein proteins** to coagulate and form the semi-solid mass we know as **curd** (dahi). Curd is rich in **probiotics** (beneficial bacteria) that aid digestion and boost gut health.
- Curd is a **semi-solid product**, obtained from pasteurized or boiled milk by souring, using harmless lactic acid or other bacterial cultures.
- Dahi shall have the **same minimum percentage of milk fat and milk solids-not-fat** as the milk from which it is prepared.
TIP
Best temperature for inoculation of starter to prepare curd:
- 21-22°C -- 14 to 16 hours (for mesophilic bacteria)
- 41-43°C -- 3 to 4 hours (for thermophilic organisms)
Rennet is used to separate milk into solid curds (for cheese making) and liquid whey. 66 gm of rennet is required to coagulate 1000 litres of milk.
Dahi/Curd Preparation Details
NOTE
Starter Culture and Setting Details for Dahi:
| Parameter | Summer | Winter |
|---|---|---|
| Starter culture (inoculum) | 1% of milk volume | 3% of milk volume |
| Setting temperature | 21-25°C | 40-45°C |
| Setting time | 6-8 hours | 10-14 hours |
| Incubation method | Room temperature | Warm place / insulated container |
- In summer, less starter culture is needed (1%) because the warm ambient temperature promotes faster bacterial growth.
- In winter, more starter culture is needed (3%) to compensate for the cold environment that slows bacterial multiplication.
- The milk should be boiled and cooled to the appropriate temperature before adding the starter. Adding starter to hot milk will kill the bacteria.
- Good quality dahi should have a smooth, uniform texture with no whey separation, a pleasant acidic flavour, and a firm body.
Yoghurt
 - Yoghurt means a coagulated product obtained from milk by lactic acid fermentation through the action of Lactobacillus bulgaricus and Streptococcus thermophilus. Unlike Indian curd, **yoghurt** is made using specifically defined **starter cultures** (*L. bulgaricus* and *S. thermophilus*) under controlled conditions. These two bacteria work together in a **symbiotic relationship**: *S. thermophilus* initiates acid production, while *L. bulgaricus* contributes to flavour development and further acidification.
- Yoghurt means a coagulated product obtained from milk by lactic acid fermentation through the action of Lactobacillus bulgaricus and Streptococcus thermophilus. Unlike Indian curd, **yoghurt** is made using specifically defined **starter cultures** (*L. bulgaricus* and *S. thermophilus*) under controlled conditions. These two bacteria work together in a **symbiotic relationship**: *S. thermophilus* initiates acid production, while *L. bulgaricus* contributes to flavour development and further acidification.
Yoghurt FSSAI Standards:
| Parameter | Standard |
|---|---|
| Milk Fat | Not less than 3% |
| SNF | Not less than 8.5% |
| Milk Protein | Not less than 3.2% |
Shrikhand
 - Shrikhand is a traditional sweet of the Indian subcontinent made from strained yogurt. **Shrikhand** is prepared by straining curd through a muslin cloth to remove the whey, producing a thick mass called **chakka**, which is then mixed with sugar, cardamom, saffron, and other flavourings.
- It is a traditional dessert in Gujarati and Marathi cuisine.
- Shrikhand is a traditional sweet of the Indian subcontinent made from strained yogurt. **Shrikhand** is prepared by straining curd through a muslin cloth to remove the whey, producing a thick mass called **chakka**, which is then mixed with sugar, cardamom, saffron, and other flavourings.
- It is a traditional dessert in Gujarati and Marathi cuisine.
Cheese
- Cheese is a dairy product produced in wide ranges of flavors, textures, and forms by coagulation of the milk protein casein. There are over 1,800 varieties of cheese produced worldwide, ranging from soft fresh cheeses to hard aged varieties.
- Cheese is made of casein. (exams)
- It comprises proteins and fat.
- During production, milk is usually acidified and either the enzymes of rennet or bacterial enzymes with similar activity are added to cause the casein to coagulate. Rennet is a complex of enzymes (primarily chymosin) traditionally obtained from the stomach lining of young calves. It specifically cleaves casein protein to initiate curd formation.
- The solid curds are then separated from the liquid whey and pressed into finished cheese. The whey (liquid portion) contains whey proteins, lactose, and water-soluble vitamins and is used to make whey protein supplements, ricotta cheese, and animal feed.
- Cheese is prepared by adding rennet in milk. Moisture is removed by pressing and cutting.
- 66 gm rennet is required to coagulate 1000 litres of milk.
- Cheese is hard as compared to chhana.

🟢 Explore More 🔭 https://youtu.be/QKae1k1BDdA
Paneer
 - It is a fresh **acid-set cheese** common in cuisine of the Indian made from full-fat buffalo milk or cow milk. **Paneer** is India's most popular indigenous cheese product and forms the base of numerous vegetarian dishes.
- It is a non-aged, **non-melting soft cheese** made by curdling milk with a fruit- or vegetable-derived acid, such as lemon juice. Unlike **rennet-set cheeses** (which use enzymes), paneer is an **acid-set cheese** made by adding **citric acid** (lemon juice) or **acetic acid** (vinegar) to hot milk. The acid causes rapid coagulation of casein. The **non-melting** property of paneer is due to the way acid coagulation creates a different protein structure compared to rennet coagulation, allowing paneer to hold its shape when cooked at high temperatures.
- It is a fresh **acid-set cheese** common in cuisine of the Indian made from full-fat buffalo milk or cow milk. **Paneer** is India's most popular indigenous cheese product and forms the base of numerous vegetarian dishes.
- It is a non-aged, **non-melting soft cheese** made by curdling milk with a fruit- or vegetable-derived acid, such as lemon juice. Unlike **rennet-set cheeses** (which use enzymes), paneer is an **acid-set cheese** made by adding **citric acid** (lemon juice) or **acetic acid** (vinegar) to hot milk. The acid causes rapid coagulation of casein. The **non-melting** property of paneer is due to the way acid coagulation creates a different protein structure compared to rennet coagulation, allowing paneer to hold its shape when cooked at high temperatures.
Other Food Product Standards
NOTE
The following standards (Atta, Semolina, Besan) are not directly related to milk processing but appear in FSSAI regulations and may occasionally appear in exams general food science questions. They are included here for completeness only.
Non-Dairy Food Product Standards (FSSAI) — Off-topic for Milk Processing
Atta (Wheat Flour)
| Parameter | Standard |
|---|---|
| Moisture | Not more than 14.0% |
| Total Ash | Not more than 2.0% |
| Gluten (dry weight basis) | Not less than 6.0% |
Fortified Atta
Fortified atta means the product obtained by adding one or more of the following materials to atta:
- Calcium carbonate (prepared chalk, popularly known as Creta preparata)
- Iron
- Thiamine
- Riboflavin
- Niacin
Semolina (Suji or Rawa)
- Semolina means the product prepared from clean wheat free from rodent hair and excreta by process of grinding and bolting.
Besan
- Besan means the product obtained by grinding dehusked Bengal gram (Cicer arietinum) and shall not contain any added colouring matter or any other foreign ingredient.
Dairy Products Composition Summary
Quick Reference: Key Dairy Product Parameters
| Product | Key Parameter | Value |
|---|---|---|
| Butter (Table) | Milk Fat | Not more than 80% |
| Butter (Table) | Moisture | Not more than 16% |
| Butter (Desi Cooking) | Milk Fat | Not less than 76% |
| Ghee | Milk Fat | 99-99.5% |
| Ghee | Moisture | Not more than 0.5% |
| Ghee | Temperature (from Butter) | 110-120°C |
| Ghee | Temperature (from Cream) | 110°C |
| Khoa/Mawa | Total Solids | 65-70% |
| Chhana (Full Fat) | Moisture | Not more than 70% |
| Chhana (Full Fat) | Milk Fat (dry basis) | Not less than 50% |
| Chhana (Low Fat) | Milk Fat (dry basis) | Not more than 15% |
| Yoghurt | Milk Fat | Not less than 3% |
| Yoghurt | Milk Protein | Not less than 3.2% |
| Malai | Milk Fat | Not less than 25% |
| Cheese | Rennet required | 66 gm per 1000 L milk |
| Milk Powder | Moisture | Not more than 3% |
| Condensed Milk | Sugar concentrate | 65% |
Flow Diagram of Manufacture from Whole Milk
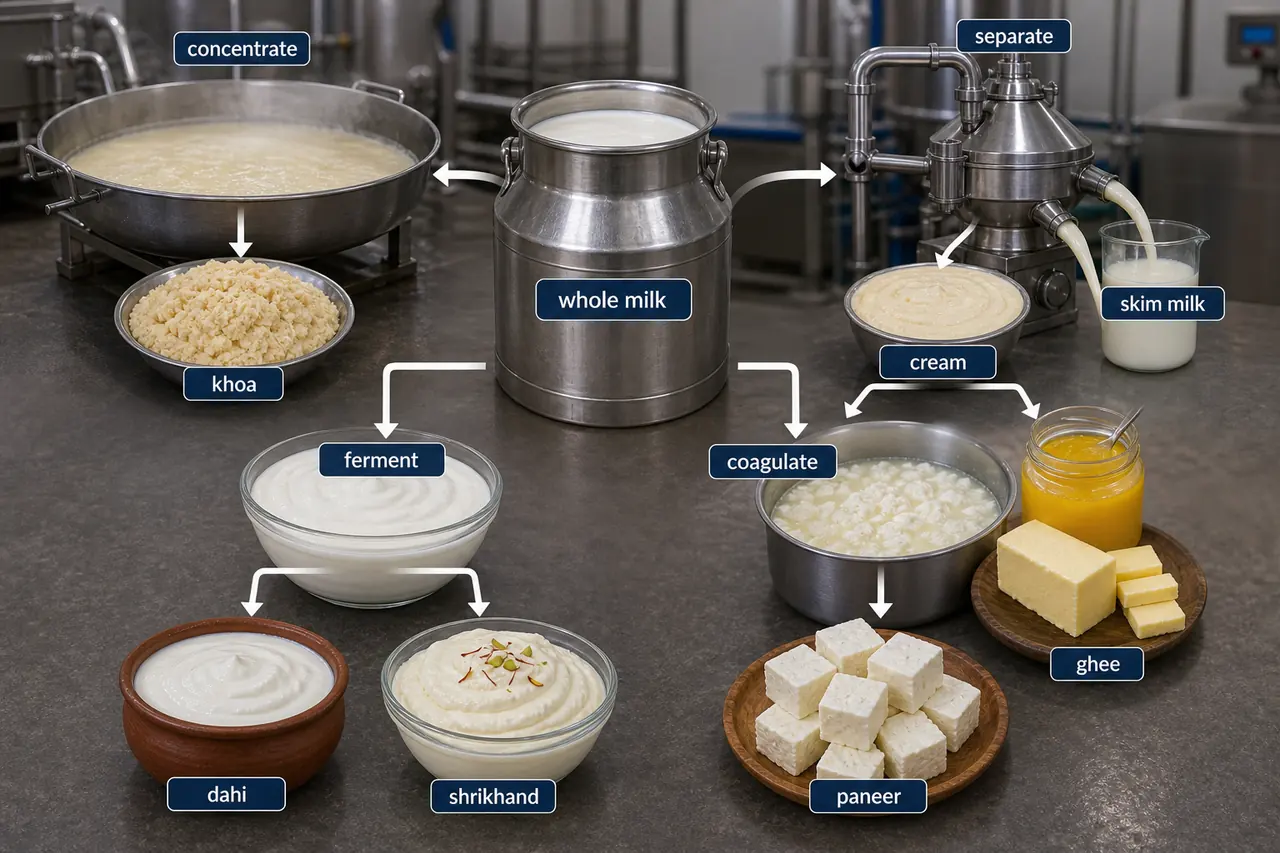
NOTE
Whole Milk Processing Pathways:
- Concentrate → Kheer, Kulfi, Khoa/Mawa
- Separate → Skim Milk (Ferment → Non-fat dahi; Coagulate → Non-fat panir) + Cream → Butter → Ghee
- Ferment → Dahi → Makkhan → Ghee; Lassi; Chakka/Srikhand
- Coagulate → Chhana/Panir
- Use this overview as a branch map:
- Concentration gives dense products like khoa and kulfi-style milk solids.
- Separation splits cream and skim milk, then cream can move toward butter and ghee.
- Fermentation leads to dahi, lassi, and shrikhand-type products.
- Coagulation produces paneer or chhana from curdled milk solids.
References
2 sources • [1] [2]
References
Summary Cheat Sheet
| Concept / Topic | Key Details |
|---|---|
| Milk processing steps | Clarification → Pasteurisation → Homogenisation → Fortification → Dehydration |
| Clarification | Centrifugal removal of particles, hair, straw from milk |
| Bactofugation | Centrifugal removal of microorganisms from milk |
| LTLT pasteurisation | 63°C for 30 minutes (batch process); for small scale (200–1000 L) |
| HTST pasteurisation | 72°C for 15 seconds (continuous); most widely used commercially |
| UHT (Ultra High Temp) | 135–150°C for 1–8 seconds; extends shelf life to months at room temperature |
| Flash pasteurization | 71.5–74°C for 15–30 seconds (HTST equivalent) |
| Sterilization | 115–121°C for 10–20 minutes; destroys all microorganisms incl. spores |
| Cream pasteurisation | >80°C for 15 seconds |
| Pasteurisation kills | 99% of microorganisms (exams question) |
| Pasteurisation pioneer | Louis Pasteur (France, 1860); applied to milk by Dr. Soxhlet (Germany, 1888) |
| Homogenisation | Decreasing fat globule size for uniform distribution; prevents cream layer |
| Standardisation | Adjusting fat and SNF to prescribed levels |
| Toned milk | Whole milk + skim milk powder + water; 3% fat, 8.5% SNF |
| Double toned milk | 1.5% fat, 9% SNF; good for heart patients |
| Skimmed milk | maximum 0.5% fat (FSSAI standard); lowest fat content |
| Full cream milk | ≥6% fat (buffalo); ≥4% fat (cow) |
| Khoa | Heat-desiccated milk product (NOT fermented); base for sweets |
| Paneer | Acid-coagulated product (citric acid/lemon juice); NOT rennet-set |
| Curd (Dahi) | Fermented milk product; starter = S. thermophilus + L. bulgaricus |
| Ghee | Clarified butterfat; 99.5% fat; made by heating butter/cream |
| Cheese | Coagulated using rennet enzyme; types: Cheddar, Cottage, Mozzarella |
| Ice cream | Frozen dairy product; min 10% milk fat, 36% total solids |
| Milk cooling after pasteurisation | Immediate cooling to below 4°C (FSSAI/HTST standard) |
| Bacterial danger zone | 20–40°C (rapid multiplication) |
| Phosphatase Test | Verifies pasteurization; Negative = properly pasteurized; Positive = under-pasteurized |
| MBRT (Methylene Blue Reduction Test) | Raw milk quality: Good (>5 hrs), Fair (2–5 hrs), Poor (<2 hrs) |
| A1/A2 milk | A1 vs A2 differs at 67th amino acid (histidine vs proline); health claims are contested, not confirmed by FSSAI/WHO |
Lesson Doubts
Ask questions, get expert answers